

产品别名 |
模具激光点焊机,激光补焊机,激光模具修补机,激光模具烧焊机 |
面向地区 |
全国 |
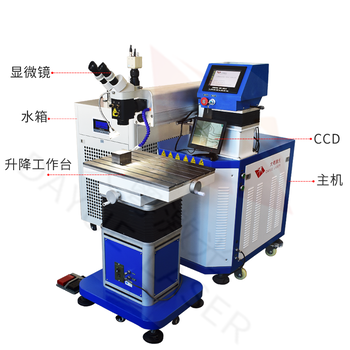
模具激光焊接机选用英国进口双灯陶瓷反射腔体,功率强壮,脉冲可编程和智能化体系管理。工作台Z轴可电动上下移动对焦,工业P机操控。
模具激光焊接机、修补机以50-60洛氏的温度,对模具、精密注塑、压铸、冲压、不锈钢等硬质材料的裂痕、崩角、摸边及靡损密封边修补、焊接;准确率高,激光焊点直径只有0.2mm~1.5mm ;受热面积小,加工件不会变形;焊接后可蚀纹,不影响效果 。
模具激光焊接机在进行模具修补时,要注意如何满足修补精度和修补质量,模具激光焊接机的控制系统起到了关键性的作用。
1、模具激光焊接机要采用10X或15X的显微镜监控操作。
2、模具激光焊接机电源可采用波形可调功能,适合不同材质的焊接。如:模具钢、不锈钢、铍铜、铝等
3、可采用CCD系统(摄像系统)进行监控,作用是:除操作人员从显微镜观测外,非操作人员可以通过摄像系统的显示屏观看到整个的烧焊过程,此装置被利于到对非操作人员的技术培训和展会演示,对推广激光烧焊技术起到很好的推进效果。
4、能够融化不同直径的焊丝,从直径0.2-0.8都能融化。
5、模具激光焊接机使用氩气保护,而且程序要设定成先出氩气再出激光的方式,防止在连续加工时,个脉冲激光出现氧化的现象。
6、TFLASER模具激光焊接机电源可设置的参数:电流50-400A,脉宽0.1-20MS,频率0-50,正常焊接模具时加工参数如下:电流:90-120;脉宽:4-6;频率5-10。 在焊接铍铜和铝材时,电流增加30-50A
模具激光焊接机
模具激光焊接机
7、模具激光焊接时,常见的是焊接部位周边有咬痕,要采用激光空打的方式将焊接部位空打后盖住可能产生咬痕的变,防止咬痕的出现。光斑超过焊接位置的边缘0.1mm即可。
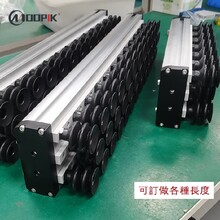
大粤激光吊臂式模具焊:为了能适应高强度,高硬度材料的补焊,要大幅度的提高激光能量;由于有些体积较大的模具,激光腔体要做成悬臂式;为了焊点的连续性和均匀性要增加放置模具的二维工作台,而不是以前点焊机的基本用手的定位方式.
模具使用有缺损和正常的使用磨损,如果直接就报废那客户的损失也是很大的。因为一套模具的造价都不低的。而模具修补焊接是有很多的工艺和方法的,在小的缺损部位使用激光焊接机根据模具钢的批号使用相符合的模具钢焊丝。对模具进行修补用激光焊接机可以翻新在次使用模具。在中等面积的,模具修补和修复也可采用氩弧焊,但是氩弧焊相对来说温升比较高。有可能对模具造成温升变形等风险。要是到大面积的缺损那只有在母材上“割肉”,直接切下不受影响的大面积母材,在对缺损的部位来焊接了。
加工模式,
和传统的机械加工相比,聚焦后的激光就像极细的无形刀具一般,将物体局部区域的表面 逐点逐点的“烧”掉,它的特点在于不与工件接触,不产生机械挤压或机械应力,因此 不会改变被加工物品的物理性能;由于激光聚焦后的尺寸很小,热影响区域小,加工 精细,因此,可以完成一些常规方法无法实现的工艺。
最近来访记录